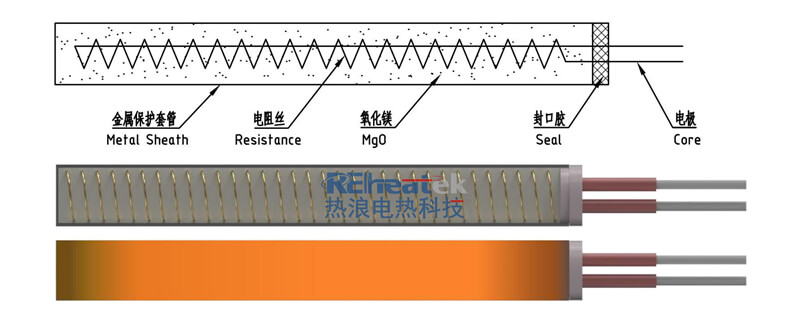
电热丝
Ni80Cr20镍铬丝
绝缘填充
高纯氧化镁粉
外壳(护套管)
SS304、SS310S、SS316、TA1、Incoloy800(NCF800)
带领
硅胶玻纤(耐温250℃)
铁氟龙(耐温250℃)
高温玻纤(耐温400℃)
陶瓷珠(耐温800℃)
铅保护
硅胶玻纤套管、金属编织软管、金属波纹软管
密封端(密封)
陶瓷/陶瓷胶(耐温800℃)
硅橡胶(耐温180℃)
树脂(耐温250℃)
标准直径尺寸参考
直径(毫米):5、6、6.5、8、9.5、10、12、12.5、14、15、15.8、16、18、19、20、25.4
直径(英寸):1/4”、3/8”、1/2”、5/8”、3/4”、1”
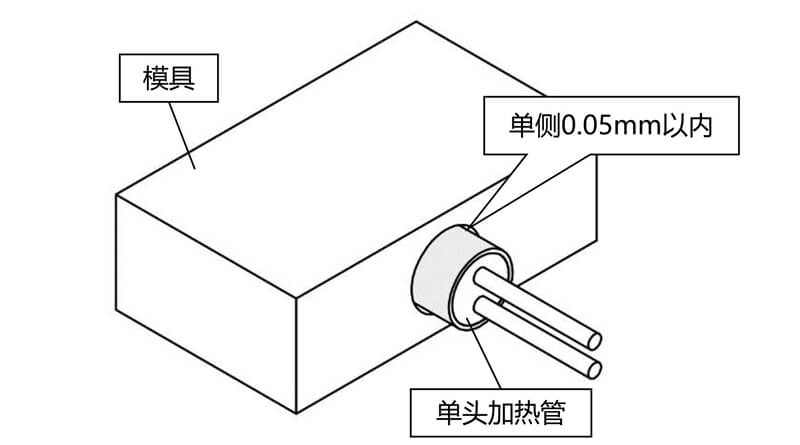
注:模具中使用大功率加热管时,需要根据单头加热管的尺寸在模具中预留安装孔(或者根据单头加热管的尺寸定制加热管的外径)安装孔)。 请尽量缩短加热管距离。 间隙,加工安装孔时,建议单边间隙在0.05mm以内。
关于单头加热管结构的选型,可以点击【PDF】下载资料并保存。
下载PDF
单头加热管在什么地方?
由于单头加热管体积小、功率大,特别适合金属模具的加热。 通常与热电偶配合使用,以达到良好的加热和控温效果。
单头加热管主要应用领域有:冲压模具、热切刀、包装机械、注塑模具、挤出模具、橡胶成型模具、熔喷模具、热压成型机械、半导体加工、制药机械、均匀加热平台、液体加热等
例如:
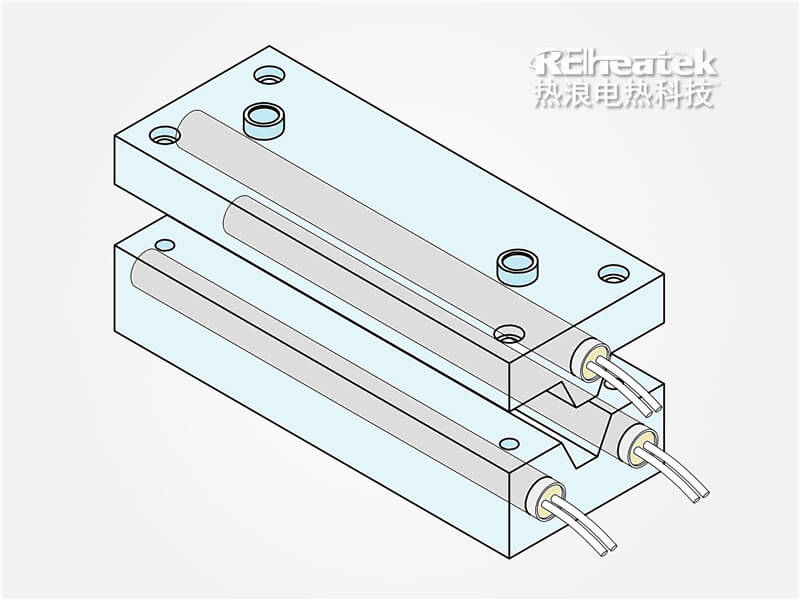
在传统的塑料模具或橡胶模具中,金属模板内部放置单头加热管,以确保模具流道中的塑料和橡胶材料始终处于熔融状态并保持相对均匀的温度。
在冲压模具中,根据模具的形状设置单头加热管,使冲压表面达到高温。 特别适合冲压强度较高的板材或厚板,以提高冲压过程的效率。
单头加热管用于包装机械和热加热刀。 单头加热管嵌入封边模具或热热刀模具内部,使整个模具达到均匀的高温,材料在接触的瞬间即可熔化并接合或切断。 均匀加热的单头加热管特别合适。
熔喷加热管。 加热管头内部安装单头加热管,保证模头内部,特别是丝孔位置处于均匀的高温,使材料能通过丝被喷射出来熔化后有孔。 达到均匀的密度。 均匀加热的单头加热管特别合适。
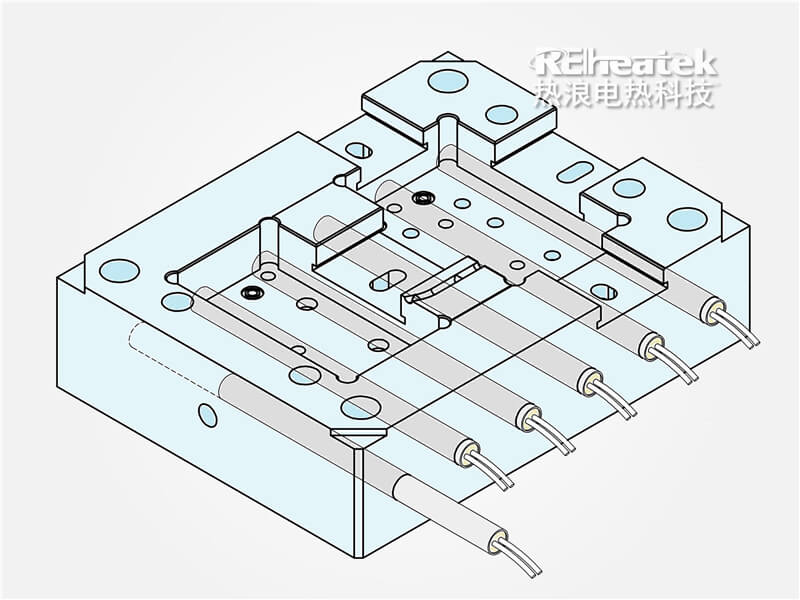
均匀加热平台采用的单头加热管是将多根单头加热管水平嵌入一块金属板中,通过计算功率分布来调整每根单头加热管的功率,以达到平台上温度均匀的目的。金属板的表面。 均匀加热平台广泛应用于靶材加热、贵金属剥离与回收、模具预热等。
定制单头加热管需要确定哪些细节?
①选择管道材质,②确定电压和功率,③确定管道直径和加热长度,④选择安装方式,⑤选择出口形式
成品单头加热管的电压、电阻、功率之间有什么关系?
电压(E)、电阻(R)、功率(W)、电流(I)的换算公式为:
W = E²/R = I²*R = E*I
产品加工后,其电阻值是固定的,因此如果提高产品的输入电压,功率会明显增大,电流也会增大。 这就是为什么产品在使用过程中不能随意升高电压的原因。 很容易造成管子表面负荷过高或电流过高,造成产品损坏。
什么是表面负荷?
表面负荷(sruface lord)在机械行业标准中定义为:受热面上单位面积的功率,单位为瓦每平方厘米(W/cm²)。 每种类型的管道所能承受的表面载荷是不同的。 选择时需要与热浪技术人员沟通以获得优质的解决方案。
如何计算表面荷载?
表面负荷(W/cm²)=功率/(管径*3.14*加热段长度)
如果在气体环境中干烧,表面负荷需要低于8W/cm²。 模具中使用的单头加热管正常表面负荷在12W/cm²以下。 热浪专门设计的大功率单头加热管表面负荷可达到18W/cm²
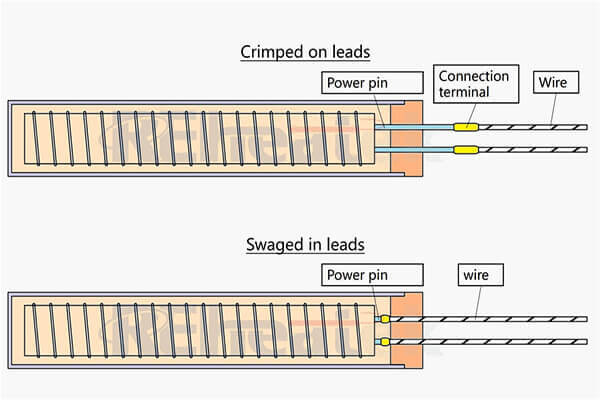
内部接线和外部接线的区别
从左图中可以清楚地看到外引线和内引线结构的区别。 外接线结构是引杆与引线通过压接端子连接在加热管外部。 内引线结构是引线直接从加热棒内部连接。
外部接线结构通常采用玻璃纤维套管包裹接线接头,一是增加绝缘保护,二是保护这部分引线,避免过度弯曲。
您可以参考本网站的文章进行选择:《单头加热管外引线与内引线的特点及区别》
使用单头加热管有哪些注意事项?
燃气中使用单头加热管
在燃气环境下使用加热管时,首先要保证安装位置通风良好,以便加热管表面散发的热量能够快速传导出去。 加热管在通风不良的环境中,很容易导致表面温度过高,可能导致管子烧坏。
在液体中使用单头加热管
首先要根据加热液体的介质来选择加热管。 特别是对于腐蚀性溶液,必须根据材料的耐腐蚀性能来选择管道材料。 其次,必须根据加热管的表面负荷。 您可以参考本网站的文章进行选择:《如何选择加热管的材质?》 》
模具采用单头加热管
根据单头加热管尺寸在模具上预留安装孔(或根据安装孔尺寸定制加热管外径)。 请尽量减小加热管与安装孔之间的间隙。 加工安装孔时,建议采用单面间隙。 0.05毫米以内。
注意:加热管与安装孔的间隙不宜过大:
如果安装间隙过大,加热管与金属距离不够近,加热管表面温度不易传导,会影响加热管使用寿命。
间隙过大会延长加热时间,导致温控响应变慢。
建议对加热管安装孔进行扩孔。 如果被加热物体的温度在300℃以下,并且没有非常精确的温度要求,也可以使用钻孔。
注意:安装前确保模孔干净无油污残留:
安装加热管前,应确保其表面无异物、油污。 机械加工时残留的油污在加热后会碳化,影响加热管的导热,可能造成加热管损坏。
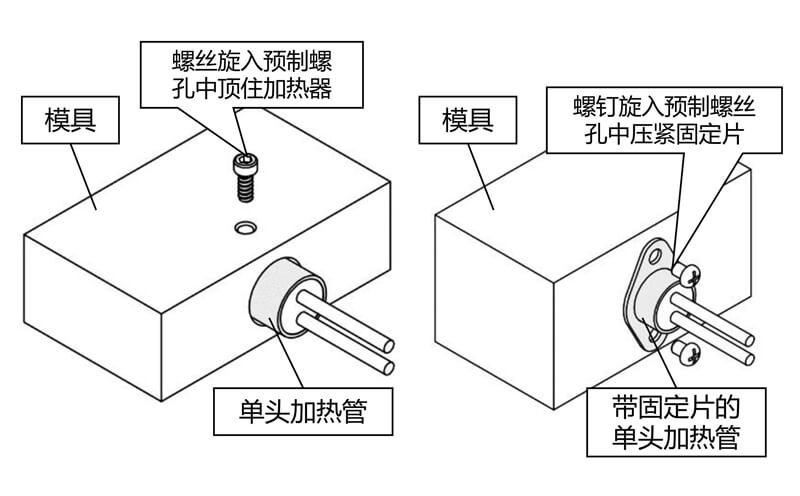
注意:使用时加热管必须安装牢固。
未固定的加热管容易在模具孔内来回移动,可能导致加热区暴露在空气中或引线进入高温区,或造成加热管损坏、触电、火灾以及其他事故。 可以使用顶部螺钉或固定件来固定加热管。
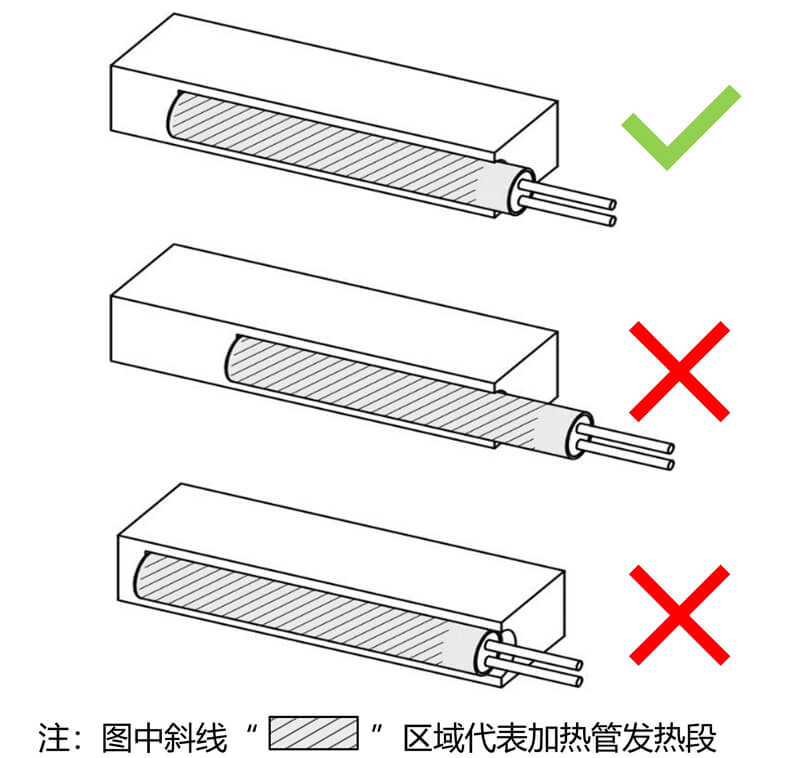
注:模具的孔深根据单头加热管加热部分的长度定制。
如果孔太浅,安装后加热管的发热部分会裸露在外,没有良好的散热环境。 否则会造成加热管损坏,甚至可能引发火灾等事故。
如果孔太深,安装后加热管会被密封,并且电线部分会被困在高使用环境中。 长期使用可能会导致电极间短路等问题。
注意:使用时避免弯曲加热管引线。
加热管引线弯曲很容易造成弯曲处断裂、短路等问题。 如果使用过程中引线需要弯曲或反复弯曲,请联系热浪技术人员选择更合适的结构。
注意:加热管应防潮。 建议初次使用时采用低压启动。
在高湿环境下存放和使用会导致绝缘电阻下降。 但通电后,加热管内的水分蒸发,绝缘性能会逐渐恢复。 建议使用低电压启动。
注意:连接引线时,确保端子牢固
当电线与端子采用压接连接时,如果压接不牢,会导致接触电阻增大,温度升高,造成加热管损坏、火灾等问题。
注:需控制加热管出线口、法兰或固定件的温度。
出线口附近的温度应控制在130℃以下。
使用带法兰或固定件的加热管时,法兰附近的温度应控制在180℃以下。
注意:请在额定电压范围内使用。 请勿使用高于额定电压的电源。
加热管本身的电阻是固定的,使用电压的变化会引起功率的变化。 加热管允许在额定电压范围内使用,但超过额定电压使用会增加加热管功率,异常高温可能会导致加热管损坏、火灾等事故。
注意:不要让大功率单头加热管在大气中干烧
即使单头加热管的部分加热段暴露在空气中,也可能因加热异常而导致断线或火灾。
注意:请勿机械敲击或改造单头加热管
敲击或改装加热管可能会导致加热管损坏、短路、触电等问题。
注意:请勿触摸正在使用或刚断电的加热管。
使用过程中禁止用手触摸加热管,特别是高温加热管。 即使戴上防护手套,仍有被灼伤的危险。 取出加热管时,务必先切断电源,待加热管冷却至室温后再进行。
建议:加热管搭配PID控制温度控制器使用
异常短的开关周期会对加热管的寿命产生负面影响。 为了保证成型产品质量的稳定性,提高加热管的使用寿命,建议使用PID控制的控制器。
单头加热管产品如何维修和更换?
维修或更换加热管时,必须先断开电源开关,以确保操作安全。
• 断开连接后,待加热管冷却至常温后再拆卸,否则可能造成烫伤。
• 如果管子表面有异物,请用干抹布或细砂纸布擦拭。 请勿用锋利的金属敲击它。
• 检查电源线绝缘护套是否损坏或沾有油污。 如果发现异常,请及时更换。
• 检查接线端子是否有松动、发黑、氧化等现象,如有异常,请及时更换。
还有哪些特殊的单头加热管结构?
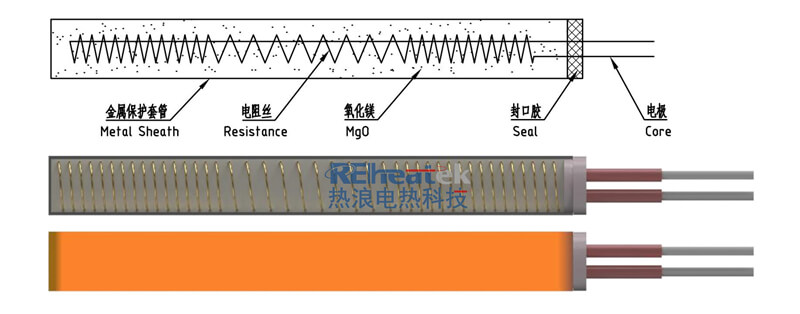
为了对比,下面是传统绕线结构的单头加热管的结构。
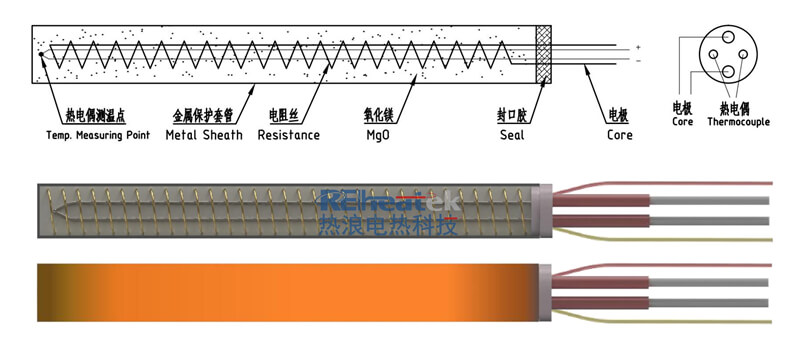
内置热电偶式加热管
热电偶(“J”型或“K”型)可内置于单头加热管的末端或中部,可选择接地或不接地。 用于检测加热管内的温度,可方便地与控制器连接。 控温效果好。
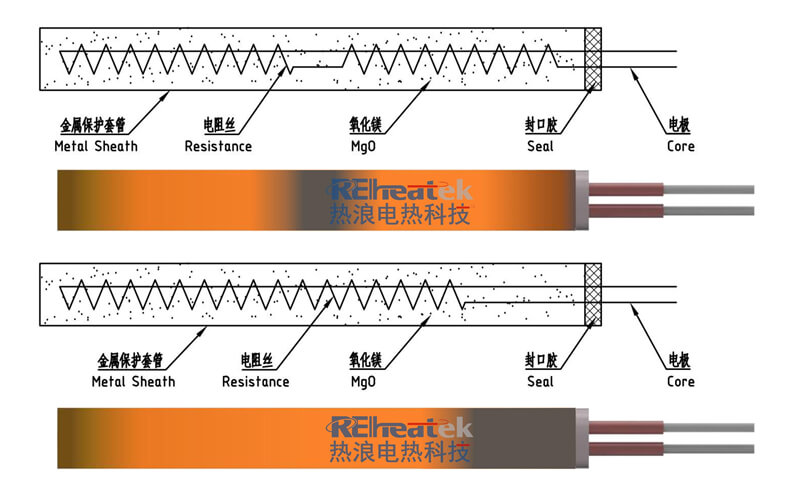
均匀加热管
均匀加热管的电热丝两端和中间的缠绕密度不同。 缠绕密度较高的两端比中间产生更多的热量,但两端的热量散发得比中间快。 平衡后,得到温度均匀的加热段。
您可以参考本网站的文章《普通加热棒和均匀加热棒有什么区别?》 》
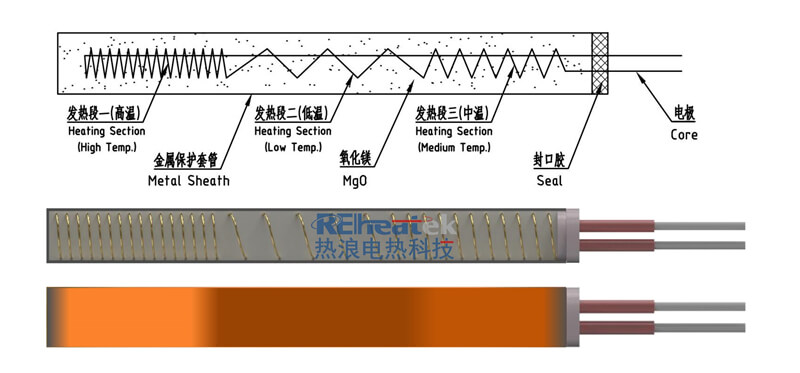
多加热段加热管
同一根加热管的各个区域分布有不同缠绕密度的电热丝,使得一根加热管内可以有多个不同温度的加热段。
加长无加热段型/定制无加热段型加热管
对于一些特殊场景,可能需要有一部分加热管不发热。 该场景应用可以通过定制不加热段来实现。
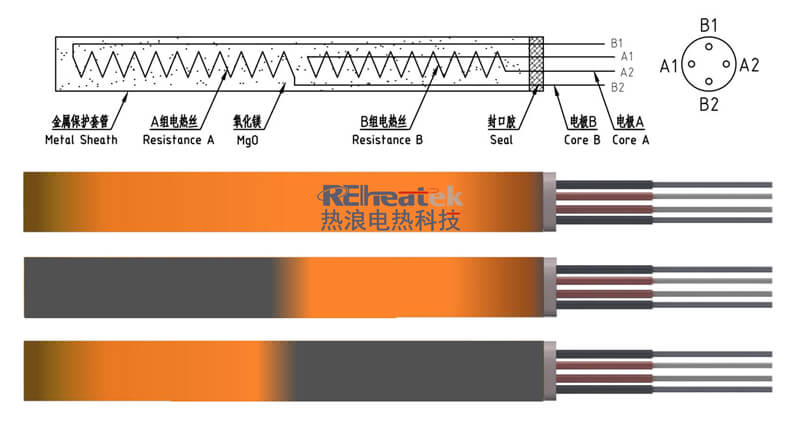
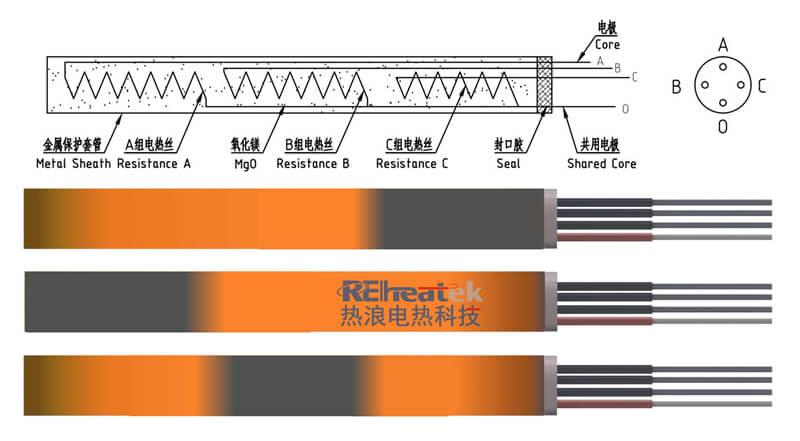
功率可调加热管(主动开关加热管)
2组独立控制加热管和共用电极式多组控制加热管。 金属平台的加热系统可以大量使用该类型的加热管。 根据加热板的温度,可单独控制相应的加热段,保证加热平台温度均匀。